


Контроль качества уплотнительных поверхностей фланцев, прокладок, крепежа предшествует сборке фланцевых соединений арматуры и трубопроводов.
При сборке и после сборки фланцевых соединений осуществляется дополнительно контроль:
— параллельности фланцев в процессе затяжки и после завершающего обхода;
— величины и равномерности затяга шпилек фланцевого соединения;
— качества заварки фланцевого соединения «на ус»;
— герметичности фланцевого соединения.
Контроль фланцев осуществляется при затяге гаек при последовательном обходе гаек. Параллельность фланцев определяется путем замеров зазоров между фланцами по их периметру с помощью щупа. При этом обеспечение параллельности между фланцами не допускается путем неравномерного затяга гаек, а также использования клиновых прокладок или шайб.
Должны соблюдаться допуски на отклонения строительной длины (табл. 1), от параллельности уплотнительных поверхностей магистральных фланцев арматуры (табл. 2), а также перпендикулярности уплотнения фланца к оси трубы (табл. 3).
Контроль величины и равномерности затяга шпилек осуществляется, как правило, с помощью микрометра. На каждые 100 мм длины шпильки допускается удлинение от 0,03 до 0,15 мм. Окончательная затяжка гаек всех фланцевых соединений, включая соединения крышек с корпусами арматуры, кроме соединений с металлическими прокладками, производится при прогреве трубопровода перед пуском в эксплуатацию при давлении в нем не выше 0,4...0,5 МПа.
Таблица 1
|
Строительная длина, мм
|
Предельные отклонения для фланцевой арматуры, мм
|
|
До 250
|
±2
|
|
Св. 350 до 600
|
±3
|
|
Св.600 до 800
|
±4
|
|
Св. 800 до 1000
|
±5
|
|
Св. 1000 до 1600
|
±6
|
|
Св. 1600 до 5250
|
±8
|
|
Св. 2250
|
±10
|
Таблица 2
|
Ру, МПа
|
Dу, мм
|
Отклонение от параллельности, мм
|
|
До 1,6 вкл.
|
До 200 вкл.
|
0,20
|
|
Св. 200
|
0,30
|
|
|
2,5 и 4,0
|
Все размеры
|
0,20
|
|
6,4 и св.
|
До 200 вкл.
|
0,10
|
|
Св. 200
|
0,15
|
Таблица 3
|
Диаметр трубы (детали), мм
|
Отклонение от перпендикулярности, мм
|
|
25...60
|
0,15
|
|
60...160
|
0,25
|
|
160...400
|
0,35
|
|
400...750
|
0,5
|
|
Свыше 750
|
0,6
|
Контроль качества заварки фланцевого соединения «на ус». Соединение «на ус» используется в случае необходимости и заваривается в такой последовательности, как показано на рис. 1. При этом перед началом заварки «на ус» должны быть проведены все необходимые предварительные испытания соединения, проверена его работоспособность и исключена необходимость разрезки и повторной сварки. При сварке «уса» свариваемые детали должны быть поджаты усилием, указанным в технической документации, что может быть обеспечено либо поджатием определенного количества шпилек установленным крутящим моментом, либо применением специальной оснастки для стяжки двух фланцев.
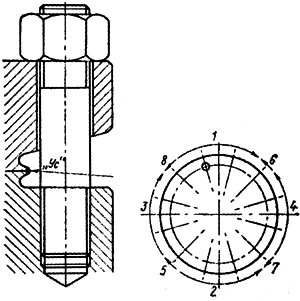
Рис. 1. Заваренное соединение «на ус» и последовательность заварки участков
Ус, как правило, должен завариваться аргонодуговым методом. Требования по сварке, контролю сварного шва и последующей его проверке должны соответствовать указаниям технической документации на каждое конкретное изделие [1].
Контроль герметичности фланцевого соединения. Все трубопроводы, на которые распространяются Правила [2], после окончания монтажных работ, а также после установки и окончательного закрепления всех опор, подвесок (пружины пружинных опор и подвесок на период испытаний должны быть разгружены) и оформления документов, подтверждающих качество выполненных работ, подвергаются наружному осмотру, испытанию на прочность и плотность и, при необходимости, дополнительным испытаниям на герметичность с определением падения давления.(гидравлический, пневматический) и величина испытательного давления указываются в проекте для каждого трубопровода. В случае отсутствия указаний о способе испытания и величине испытательного давления способ испытания согласовывается с заказчиком, а величина давления испытания принимается в соответствии с Правилами [2].
При испытании на прочность и плотность испытываемый трубопровод (участок) должен быть отсоединен от аппаратов и других трубопроводов заглушками. Использование запорной арматуры для отключения испытываемого трубопровода (участка) не допускается.
При проведении испытаний вся запорная арматура, установленная на трубопроводе, должна быть полностью открыта, сальники - уплотнены: на месте регулирующих клапанов должны быть установлены монтажные катушки; все фланцы, штуцера должны быть заглушены.
Испытание на прочность и плотность трубопроводов с условным давлением до 10 МПа может быть гидравлическим или пневматическим. Как правило, испытание проводится гидравлическим способом. Давление при испытании должно контролироваться двумя манометрами, прошедшими поверку и опломбированными. Манометры должны быть класса точности не ниже 1,5, с диаметром корпуса не менее 160 мм и шкалой на номинальное давление 4/3 измеряемого. Один манометр устанавливается у опрессовочного агрегата после запорного клапана, другой - на воздушнике в точке трубопровода, наиболее удаленной от опрессовочного агрегата.
Испытание на прочность и плотность трубопроводов, рассчитанных на условное давление свыше 10 МПа, должно проводиться гидравлическим способом. В технически обоснованных случаях для трубопроводов с условным давлением до 50 МПа допускается (по согласованным с Госгортехнадзором методикам) замена гидравлического испытания на пневматическое при условии контроля этого испытания методом акустической эмиссии (только при положительной температуре окружающего воздуха).
На этот вид испытания на предприятии должна быть разработана инструкция, содержащая мероприятия, исключающие возможность разрушения трубопроводов в случае появления критического АЭ-сигнала [2].
Нормативные требования к герметичности трубопроводов. В существующих в настоящее время нормативных документах испытания на герметичность оборудования рекомендуют проводить замером падения давления [2].
Вводится допускаемый коэффициент негерметичности m, соответствующий величине падения давления в единицу времени при испытании объекта на герметичность:
m = (PHTK - PKTH) / PHTKτ
где PH = PбH+PмH; PK = PбK+PмK - абсолютные давления в начале и конце испытания в Па; индексы б и м - барометрическое и показание манометра; Т - абсолютная температура среды в испытываемом трубопроводе.
Если температура и барометрическое давление в процессе испытание оставались постоянными, то
m = ∆Р / τРH
Если испытания проводятся при давлениях меньших, чем рабочее, то вводится поправка, учитывающая влияние давления согласно табл. 4.
Таблица 4
|
Р, МПа
|
До 0,2
|
0,2
|
0,7
|
1,7
|
4,1
|
49,1
|
|
m, ч-1
|
0,04
|
0,03
|
0,01
|
0,005
|
0,0005
|
0,0002
|
В таблице 5 представлены значения коэффициента негерметичности m для отдельных видов трубопроводов.
Таблица 5
|
Оборудование
|
Среда в трубопроводе
|
Длительность испытаний
|
m, ч-1
|
|
Трубопроводы для горючих, токсичных и сжиженных газов:
|
|
24 ч при рабочем давлении
|
|
| внутрицеховые | Токсичные и горючие | 5x10-4 | |
|
внутрицеховые
|
Прочие горючие газы
|
10-3
|
|
|
межцеховые
|
Токсичные и горючие
|
Примечение: При Dу > 250 мм коэффициент m следует умножить на К = 250 / Dу.
Испытание на герметичность проводят воздухом или азотом, а затем, при оценке количества утечки, пересчитывают на рабочий газ по выражению
G = 1,2x10-4ηmVP(Mp/Tp)
где η - коэффициент запаса, учитывающий ухудшение герметичности соединений с течением времени их эксплуатации, η = 1,5...2,0; Мр - молярная масса рабочего газа; Тр - его рабочая температура; V - объем рабочей полости объекта.
ЛИТЕРАТУРА:
1. Гошко А.И., Асцатуров А.С. Монтаж арматуры с патрубками под приварку: Технология. Оборудование. Электроды: Технический справочник. М.: Инструмент, 2003. 132 с. (Эксплуатация и ремонт арматуры, трубопроводов, оборудования).
2. ПБ-03-108-96. Правила устройства и безопасной эксплуатации технологических трубопроводов.