


Окт 29, 2021
Метод системной оценки работоспособности затворов целевой арматуры предусматривает:
— выбор стадий последовательного формирования уровня показателя-определителя работоспособности затвора, выявление этапных показателей-определителей каждой стадии и анализ их взаимосвязи по стадиям;
— установление конструктивных, технологических, эксплуатационных параметров, определяющих уровень этапного показателя-определителя стадии; организацию, проведение и обработку экспериментальных данных по оценке влияния параметров на этапный показатель-определитель;
— обеспечение этапной преемственности стадий по показателям-определителям стадий при формализации комплексной экспериментальной модели и оценке (выборе) оптимального варианта конструкторско-технологического обеспечения по показателю-определителю эксплуатационной ситуации.
— установление конструктивных, технологических, эксплуатационных параметров, определяющих уровень этапного показателя-определителя стадии; организацию, проведение и обработку экспериментальных данных по оценке влияния параметров на этапный показатель-определитель;
— обеспечение этапной преемственности стадий по показателям-определителям стадий при формализации комплексной экспериментальной модели и оценке (выборе) оптимального варианта конструкторско-технологического обеспечения по показателю-определителю эксплуатационной ситуации.
Исследования фактической герметичности затворов Q новой или восстановленной арматуры показали, что затворы одинаковых конструктивных исполнений имеют большое рассеяние по утечке, что обусловило введение 100 %-ного контроля арматуры на герметичность затвора для целевой арматуры.
Одним из основных направлений обеспечения характеристик эксплуатационной ситуации по конструктивным параметрам и точности затворов арматуры следует считать использование явления технологической наследственности.
Допуски на изготовление герметизаторов затворов из коррозионно-стойких сталей и сплавов, а также полимеров составляют от сотых долей до нескольких микрометров. В этих условиях наследственные погрешности оказываются соизмеримыми с допусками и могут превышать их, что указывает на важность учета совокупности технологических операций (особенно при ремонте), выявление связи и взаимосвязи показателей-определителей, создаваемых на предшествующих и последующих стадиях (операциях).
Показатели-определители Fi стадий изготовления и эксплуатации формируются из числа функциональных конструктивных параметров и точности изготовления. При этом на стадиях формирования качества герметизаторов решающее значение обычно имеют параметры материала: остаточные напряжения (знак, среднее значение, закон распределения по глубине), показатели твердости (среднее значение, законы распределения по периметру и ширине герметизатора). На стадиях финишной обработки и сборки герметизаторов - геометрические параметры качества поверхностей (шероховатость, волнистость, отклонения формы и расположения) и конструктивные (определители геометрии герметизаторов). На стадиях хранения и циклической наработки - комплексы параметров геометрических и материала: сближение по параметрам качества поверх- ностей, внедрение по конструктивным параметрам.
Установление параметров Si, определяющих уровень стадийного показателя-определителя Fi, должно основываться на принципе Парето [1]. Для стадии изготовления предпочтение должно отдаваться технологическим параметрам операций получения заготовок герметизаторов и их формообразования, получения герметизаторов как сборочных единиц и их формообразования по герметизируюшим поверхностям, сборки герметизаторов в затвор и их испытания. Для стадии эксплуатации установление параметров диктуется характеристиками эксплуатационной ситуации по хранению арматуры, циклической наработке затвора.
Организация эксперимента, его проведение и обработка опытных данных по каждой стадии должны основываться на методах оптимального планирования экспериментов, в частности с использованием ортогональных планов, позволяющие при минимальных трудовых и материальных затратах оценить взаимосвязи.
При получении частных выражений системы, базирующейся на теории графов, широко используемой при исследованиях технологической наследственности, важно обеспечение преемственности стадий по показателям-определителям. Оценка работоспособности затворов запорной арматуры целевого назначения в основном сводится к построению последовательных или разветвленных по стадиям графов (рис. 1).
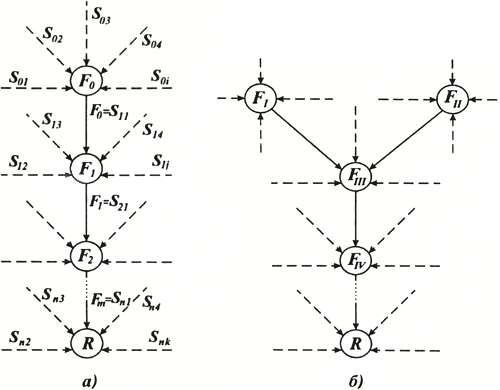
Рис. 1. Графы оценки работоспособности затворов арматуры целевого назначения: а - стадийно-последовательный; б - стадийно-разветвленный
С учетом ограничений экспериментальная математическая модель охватывает все исследованные стадии во взаимосвязи и в общем виде может быть представлена как
R = φ(F0, F1, F2, … Fm) или R = ƒ(FI, FII, … FN),
где R - показатель-определитель работоспособности затвора.
При оценке теоретической молели конструкторского обеспечения качества затворов арматуры в уравнение для R подставляем зависимости, характеризующие взаимосвязь показателей-определителей стадий.
При анализе теоретической модели технологического обеспечения качества затворов арматуры в уравнение для R, уточненное зависимостями вила Fi, вводим выражения, связывающие показатели-определители и параметры начальных стадий.
Таким образом, методика системной оценки работоспособности затворов арматуры целевого назначения может рассматриваться как одно из направлений эксплуатационного обеспечения качества, базирующееся на системном подходе.