


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, член-корр. РАПК
ФОРМИРОВАНИЕ МЕЖУПЛОТНИТЕЛЬНОГО ПРОСТРАНСТВА В УПЛОТНЕНИИ ЗАТВОРА
В основу разработки графоаналитических моделей уплотнения затвора арматуры положены свойства размерной метрологии и метрологии поверхностей [1]. Они характеризуются следующими важнейшими функциями:
1) Оценивать поверхности обработанных деталей совокупностью показателей, являющихся характеристикой исходного состояния трибологических процессов.
2) Оптимизировать эксплуатационное состояние поверхностей при контактном взаимодействии деталей, во многом определяя их ресурсные возможности.
3) Прослеживать функциональное состояние поверхностей по изменению количественных показателей метрологии поверхности на любом этапе жизненного цикла детали.
4) Контролировать качество технологического процесса изготовления поверхностей и деталей и состояние технологического оборудования.
2) Оптимизировать эксплуатационное состояние поверхностей при контактном взаимодействии деталей, во многом определяя их ресурсные возможности.
3) Прослеживать функциональное состояние поверхностей по изменению количественных показателей метрологии поверхности на любом этапе жизненного цикла детали.
4) Контролировать качество технологического процесса изготовления поверхностей и деталей и состояние технологического оборудования.
Использование этих функций метрологии поверхностей позволяет не только сформировать рабочие модели уплотнения, но и проанализировать и формализовать динамику преобразования межуплотнительного пространства, как в процессе формообразования, так и от воздействия многочисленных внутренних и внешних эксплуатационных управляющих и возмущающих силовых факторов.
На рисунке 1 представлена динамика формирования межуплотнительного пространства [2] в виде пяти развивающихся моделей уплотнения затвора клиновой задвижки, поверхности которого образованы заданной совокупностью погрешностей, оцениваемых функциональными метрологическими параметрами (ФМП).
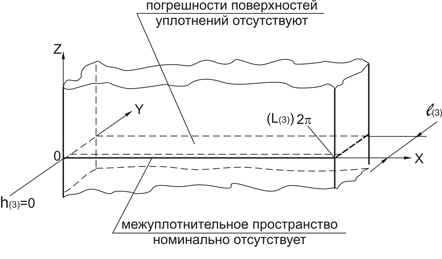
Исходная модель, названная идеализированной (рис.1а) характеризует контактное взаимодействие двух поверхностей с идеальной метрологией и отсутствием погрешностей их взаимного положения. Этот контакт может быть представлен в общем виде как:
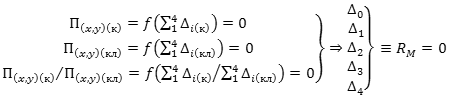 (8)
(8) (9)
(9)Здесь: П(x,y)(к), П(x,y)(кл) - аналитическое представление поверхности контактирующих деталей уплотнений затвора корпуса (к) и клина (кл) задвижки;
 - функции уплотнительных поверхностей корпуса (к) и клина (кл) задвижки, выраженные через метрологические параметры поверхности;
- функции уплотнительных поверхностей корпуса (к) и клина (кл) задвижки, выраженные через метрологические параметры поверхности;П(x,y)(к) / П(x,y)(кл) - аналитическое выражение, характеризующее положение уплотнительной поверхности корпуса относительно положения уплотнительной поверхности клина;
 - функция положения уплотнительной поверхности корпуса относительно положения уплотнительной поверхности клина, выраженные через погрешности линейных и угловых размеров клинового соединения.
- функция положения уплотнительной поверхности корпуса относительно положения уплотнительной поверхности клина, выраженные через погрешности линейных и угловых размеров клинового соединения.Модели, представленные на рис.1б, 1в, 1г, 1д созданы на основе соответствующей совокупности метрических параметров (погрешностей) в описании каждой из контактирующих поверхностей уплотнения затвора.
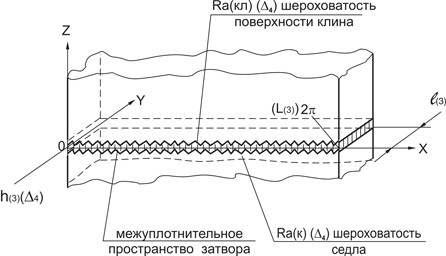
Модель (рис.2б) построена из условия, что каждая из поверхностей уплотнения затвора имеет только одну метрологическую характеристику в виде шероховатости (∆4). В результате контактного взаимодействия двух шероховатых поверхностей образуется межуплотнительное пространство в виде пористого слоя, который может характеризоваться по своим функциональным гидродинамическим свойствам как фильтрационный, с соответствующей пропускной способностью. Она названа фильтрационной. Уплотнение затвора, соответствующее этой модели, имеет присущие только ей геометрические характеристики межуплотнительного пространства.
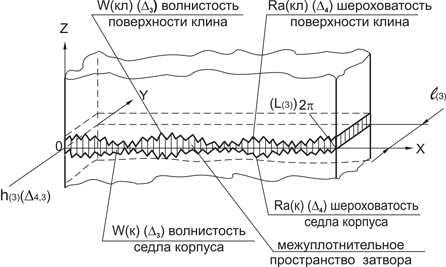
Изображенная на рис.1в модель сформировалась из условия, что каждая из поверхностей уплотнения затвора может быть формализована совокупностью двух метрологических параметров- шероховатостью (∆4) и волнистостью (∆3). При контактном взаимодействии двух таких поверхностей образуется межуплотнительное пространство, которое имеет каналы частично поглощающие фильтрационный слой, их геометрические размеры функционально связаны с параметрами волнистости, на фоне которой выделяется шероховатость. Гидродинамическая способность этого межуплотнительного пространства индивидуальна и отличается от фильтрационной. Эта модель названа двухпараметрической каналофильтрационной.
Представленная на рис.1г модель отличается от двух ранее рассмотренных наличием в составе каждой из контактирующих поверхностей, кроме шероховатости (∆4) и волнистости (∆3), погрешности, характеризуемой отклонением формы (∆2). Их присутствие в зоне контактного взаимодействия предопределяет появление в межуплотнительном пространстве щелей по ограниченной части периметра, что приводит к частичному поглощению некоторого количества каналов и фильтрационных слоев. В результате меняется гидродинамика межуплотнительного пространства, его геометрические характеристики и, как следствие, пропускная способность. Такая модель названа трехпараметрической каналощелевой.
а) идеализированная модель
б) фильтрационная, однопараметрическая рабочая модель
в) каналофильтрационная, двухпараметрическая рабочая модель
г) каналощелевая, трехпараметрическая рабочая модель
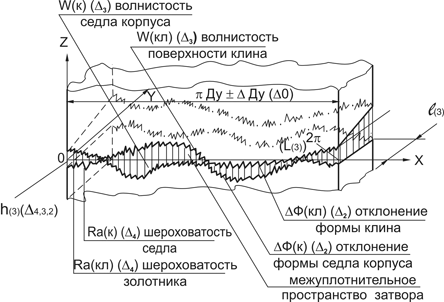
д) щелевая, обобщенная многопараметрическая рабочая модель
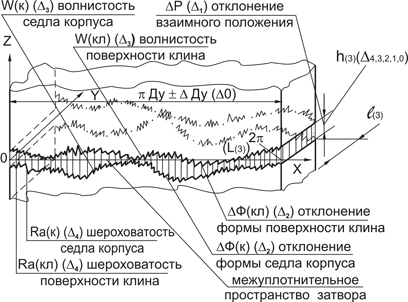
Рис.1. Графические модели уплотнений затворов клиновых задвижек
Последняя из предлагаемых к рассмотрению моделей (рис.1д) отличается от трехпараметрической каналощелевой тем, что она разработана из условия, что в контактном взаимодействии двух уплотнительных поверхностей, кроме ранее присутствующих в контакте погрешностей (∆4, ∆3, ∆2) появляется еще и погрешность взаимного положения (∆1). Появление этой погрешности в контакте элементов уплотнения создает предпосылки полного раскрытия стыка (имеет место касание поверхностей уплотнения в «одной» точке). В результате происходит поглощение этим угловым по форме раскрытием контакта всех ранее присутствующих в контакте характеристик межуплотнительного пространства - фильтрационного слоя, каналов и местных малых щелей. Происходит принципиальная перестройка межуплотнительного пространства, приводящая к изменению его геометрических характеристик, гидродинамических свойств и значительному увеличению пропускной способности (Fу) уплотнения. Эта модель уплотнения затвора представляет собой наиболее общий случай контактного взаимодействия поверхностей уплотнений затвора. Она названа многопараметрической, обобщенной, щелевой. Все ранее рассмотренные модели уплотнения затвора являются частными рабочими моделями (кроме исходной «идеализированной»), формализация которых может быть осуществлена из математического представления модели многопараметрической, обобщенной, щелевой. Она имеет следующий вид применительно для контактного взаимодействия уплотнений затвора клиновой задвижки.
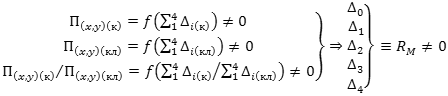 (10)
(10) (11)
(11)В этой системе выражений функции, характеризующие элементы уплотнения затвора и их взаимное положение в контакте, не равны нулю, все они содержат весь комплекс погрешностей в виде (∆0, ∆1, ∆2, ∆3, ∆4). Это приводит к тому, что комплекс «RМ», характеризующий размерные параметры межуплотнительного пространства, имеет гидродинамические свойства широкого диапазона. Для обеспечения гидродинамики, исключающей какую либо утечку, необходимо чтобы текущие размерные параметры межуплотнительного пространства (RМ∆(4...0)) были меньше или равны критическому их значению (RМ(кр)), что обеспечивает пропускную способность этого соединения (Fу) заданному допуску утечки ([Qi] = 0). Это запишется в следующем виде
 (12)
(12)Для обеспечения допустимой нормативными документами утечки ([Qi]), соответствующей пропускной способности (Fуi), необходимо, чтобы гидродинамические свойства межуплотнительного пространства были сформированы за счет заданного соответствующей нормативной документацией (системой допусков) сочетания ФМП каждой из поверхностей уплотнения. В общем виде это требование может быть представлено в следующем виде:
 (13)
(13)Здесь Rм∆([4...0]) - размерные параметры межуплотнительного пространства, сформулированные на основе системы функциональных допусков ФМП.
Физический смысл, вытекающий из приведенных выражений (9, 10, 11, 12, 13) говорит о том, что обеспечение герметичности (допустимой утечки) может быть осуществлено только через управление размерными параметрами межуплотнительного пространства, которое должно обладать соответствующими гидродинамическими характеристиками. Размерные параметры и гидродинамические характеристики являются следствием выбранного или назначенного качественного сочетания и количественного уровня значений всей выбранной совокупности функциональных метрических параметров для каждой из контактирующих пар уплотнения. Сохранение уровня подобия, качественного и количественного состава этого сочетания ФМП на всех этапах испытаний обеспечивает достоверность их результатов, а для эксплуатационного периода увеличение ресурса герметичности и межремонтного периода.
Нарушение подобия в системе испытаний, характер проявления управляющих и возмущающих воздействий при испытаниях и процессе обеспечения качества будут рассмотрены в следующих частях этой статьи.
ЛИТЕРАТУРА:
1. Д. Уайтхауз. Метрология поверхностей. Принципы, промышленные методы и приборы. Научное издание / Д. Уайтхауз - Долгопрудный: Издательский Дом «Интеллект», 2009. - 472 с.