


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, член-корр. РАПК
Трубопроводная арматура, отгружаемая заказчику, должна в обязательном порядке иметь товаросопроводительную и эксплуатационную документацию. Арматура, отгружаемая по одному товаросопроводительному документу должна комплектоваться как минимум двумя комплектами эксплуатационной документации (ГОСТ 2.601) в составе паспорта, технического описания и инструкции по эксплуатации и настройке.
По требованию заказчика поставщик обязан прилагать эксплуатационную документацию в необходимом количестве.
Запрещается эксплуатировать трубопроводную арматуру при отсутствии эксплуатационной документации.
Изложенные требования, а также сформировавшаяся в процессе рыночных реформ тенденция расширения состава поставщиков арматуры (заводы-изготовители не обязательно могут быть поставщиками) обусловили более жесткие правила приемки сопроводительных документов. Поэтому испытаниям при входном контроле предшествуют анализ состава и комплектности поступившей документации и проверка соответствия документированных данных фактическому состоянию поступившей арматуры. Проверяется наличие номеров изделий, регламентированной маркировки, содержащей характеристики изделия - DN (Ду), PN (Ру), марка завода-изготовителя, направления движения среды и т.д. Кроме того, проверяется целостность конструкции арматуры, отдельных ее элементов - бугельного узла, состояние магистральных и ответных фланцев, крепежных деталей, целостность защитных покрытий и консервации.
После прохождения этих процедур и в зависимости от принятой схемы входного контроля (выборочный, сплошной, периодический) трубопроводная арматура должна поступать на испытания.
Правила испытаний при входном контроле определяются:
1) «правилами» безопасной эксплуатации конкретных видов производств;
2) нормативно-технической документацией и техническими условиями на конкретные виды трубопроводной арматуры;
3) технической и технологической документацией на входной контроль, утвержденной в установленном порядке на конкретном предприятии или в конкретной организации.
Структура испытаний трубопроводной арматуры при входном контроле, которая сложилась в современных условиях, представлена на рис.1.
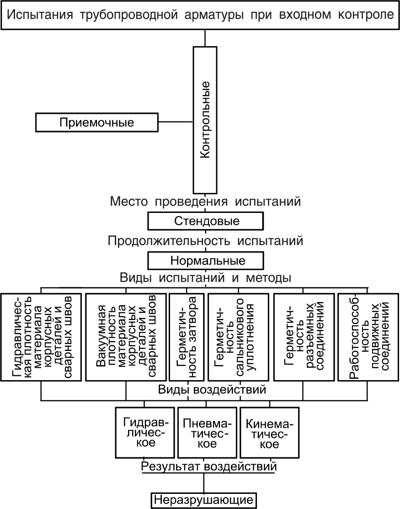
Рис.1. Полная структура испытаний промышленной трубопроводной арматуры в процессе входного контроля
По своему назначению они являются контрольными и по их результатам принимаются решения о приемке поставленной арматуры. Эти испытания проводятся с использованием стендового оборудования, содержащего функциональные элементы, такие как установочные приспособления, герметизирующие технологические заглушки, устройства создания давления пробной среды, приборы и устройства определения и регистрации утечек пробной среды и т.д. Испытания при входном контроле проводятся при нормальных внешних условиях.
Основными видами и методами реализации этих испытаний являются:
1) работоспособность всех подвижных соединений арматуры;
2) гидравлическая плотность материалов корпусных деталей, сварных швов и прокладочных соединений;
3) герметичность сальникового уплотнения;
4) герметичность затвора.
Основными видами воздействий при проведении этих видов испытаний являются кинематические, гидравлические, пневматические. Они не должны приводить к разрушению или повреждению конструкции или ее элементов.
Характер нагружения арматуры и ее элементов при действии избыточного давления пробной среды или вакуума должны быть такими же как и при испытаниях вновь изготавливаемой арматуры.
Наиболее существенными факторами, приводящими к возврату арматуры поставщику являются:
- негерметичность затвора, выраженная в превышении действительной величины утечки над ее предписанным значением;
- отсутствие гидравлической плотности материала корпусных деталей и сварных швов.
Одной из важнейших причин, приводящих к обнаружению выше указанных браковочных признаков, а значит и к организационным проблемам возврата, является отсутствие подобия в методике проведения испытаний при изготовлении арматуры и при проведении входного контроля. Это одна из принципиальных ошибок, которые встречаются на практике. И производитель и потребитель арматуры должны до момента поставки согласовать единую методику испытаний, применяемую на завершающем этапе процесса изготовления и на испытаниях при входном контроле у потребителя. Основой такого согласования может являться ГОСТ Р 53402-2009 “Арматура трубопроводная. Методы контроля и испытаний”, ГОСТ Р 54808-2011 “Арматура трубопроводная. Нормы герметичности затворов”, а также ТУ на изготовление соответствующего вида арматуры.
Другие обнаруженные недостатки арматуры, чаще всего, по согласованию устраняются на месте ремонтом.
Технологической основой ремонта трубопроводной арматуры является технологическиий процесс ее изготовления. Наименьшую насыщенность технологическими операциями при восстановлении работоспособности имеет малый (мелкий) ремонт. Наибольшая насыщенность технологическими операциями характерна для капитального ремонта [6]. Независимо от насыщенности операции восстановления, процесс испытаний арматуры при ремонте, осуществляемом по результатам входного контроля у производителя или у потребителя, остается полным, неизменным, отвечающим требованиям испытаний на завершающей стадии изготовления арматуры. Структура испытаний арматуры при ее ремонте представлена на рис. 2.
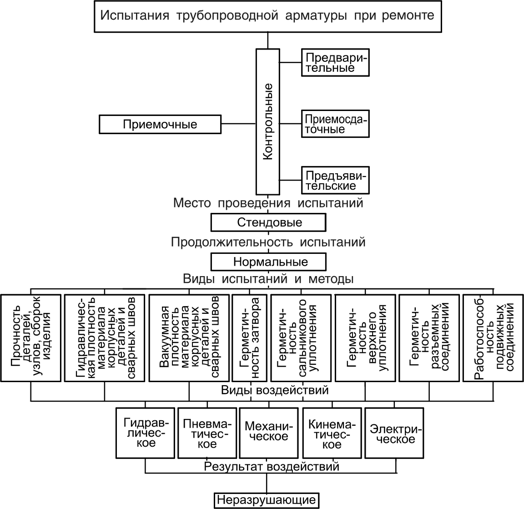
Рис. 2. Полная структура испытаний промышленной трубопроводной арматуры в завершении цикла ремонта
По назначению испытания арматуры на завершающей стадии ремонта, в рамках исправления отклонений, выявленных при входном контроле, являются контрольными. Они проводятся при нормальных условиях на стендовом оборудовании, которое должно обеспечивать моделирование внутренних и внешних эксплуатационных воздействий, предписанных техническими условиями и нормативной документацией для испытаний при изготовлении новой арматуры.
После завершения ремонта трубопроводная арматура подвергается следующим видам испытаний:
1) работоспособность всех подвижных узлову и элементов;
2) прочность корпусных деталей, узлов и соединений;
3) гидравлическая (вакуумная) плотность материала корпусных деталей, сварных швов и соединений;
4) герметичность верхнего уплотнения;
5) герметичность сальникового уплотнения;
6) герметичность разъемных прокладочных соединений;
7) герметичность затвора.
Трубопроводная арматура относится к классу ремонтируемых, восстанавливаемых изделий с нерегламентированной дисциплиной восстановления и вынужденной продолжительностью эксплуатации. Поэтому, если для отдельных видов производств созданы и утверждены в установленном порядке ремонтная документация, «правила» и условия приемки арматуры по результатам испытаний, то следует руководствоваться именно этими утвержденными проавилами. Если таковых правил нет, необходимо руководствоваться правилами, установленными для вновь изготовленной арматуры, проходящей приемо-сдаточные испытания. Следует иметь ввиду, что вышел в свет стандарт ведущих конструкторской и технологической организаций НПАА СТ ЦКБА-ГАКС-Армсервис 099-2011 “Арматура трубопроводная. Ремонт трубопроводной арматуры. Организация ремонта и общее руководство по ремонту”. Он может быть использован для разработки необходимых ремонтных нормативов. Периодические и типовые испытания трубопроводной арматуры не могут быть отнесены к испытаниям, обязательным для изделий, прошедших восстановительный ремонт.