


Июн 30, 2022
Основными причинами роста числа аварий технологических систем являются критический уровень износа их элементов (машин, насосов, компрессоров, трубопроводов), нарушения производственной и технологической дисциплины, ослабление роли государственных органов контроля и управления [1].
Несоответствие элементов установленным требованиям НТД является дефектом, для обнаружения и поиска которого используются методы и средства технической диагностики.
Применительно к масштабам трубопроводов технологических систем органы технической диагностики разделяют на объектовые (технологические трубопроводы низкого и высокого давления, трубопроводы пара и горячей воды, газопроводы ТЭС), региональные (коммунально-бытовые газопроводы, теплопроводы, водопроводы, трубопроводы канализационных сетей) и федеральные (магистральные трубопроводы).
Для определения технического состояния трубопроводов, их компонентов используют все виды физических полей и излучений, химических взаимодействий и процессов, мониторинг с помощью автомобильного, авиационного и др. транспорта, стационарные посты наблюдения, переносные приборы, большое количество компьютерных технологий обработки информации. Итоговым результатом становится определение остаточного ресурса и риска эксплуатации трубопровода, его участков, отдельных компонентов (в частности, труб, трубопроводной арматуры).
Средства неразрушающего контроля и диагностики создаются аппаратными, программными внешними и встроенными, ручными и автоматизированными, универсальными и специализированными. Важным является использование сложных матричных систем детектирования физических полей в пространстве и повышение производительности контрольных операций [1].
Классификация методов и средств. Неразрушающий контроль подразделяют на: магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, акустический и проникающими веществами.
Каждый вид неразрушающего контроля осуществляют методами, которые классифицируют по следующим признакам: характеру взаимодействия физических полей или веществ с контролируемым объектом, первичным информативным параметрам и способам получения первичной информации.
В соответствии с классификацией все средства неразрушающего контроля и диагностики разделены на семь групп (рис. 1).
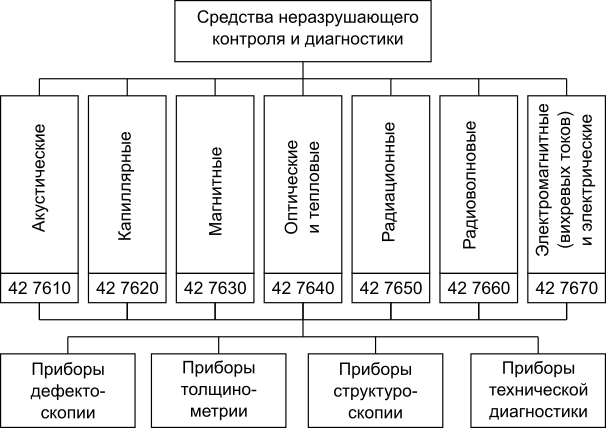
Рис. 1. Классификация средств неразрушающего контроля и диагностики трубопроводов и их компонентов
По виду контролируемых параметров и дефектов можно выделить приборы для решения задач дефектоскопии, толщинометрии, структуроскопии и технологической диагностики. В соответствии с назначением приборов, измеряемые и определяемые параметры и дефекты разделяют на четыре группы (табл. 1).
Таблица 1
|
Группа
|
Параметры и дефекты
|
|
I
|
Дефекты типа нарушения сплошности: раковины, трещины, расслоения, поры и др.
|
|
II
|
Отклонения размеров: диаметра, толщины стенки, а также толщины покрытия и глубины поверхностного слоя и др.
|
|
III
|
Удельная электрическая проводимость, твердость, напряжение, структура, химический состав, предел прочности, плотность и др.
|
|
IV
|
Эмиссия волн напряжения, развитие во времени трещин, увеличение напряжений, утонение стенки, увеличение зазора, межконтактного пространства и др.
|
Оценка применимости вида неразрушающего контроля и диагностики (НКиД) по пятибалльной шкале (5 - отличная, 4 - хорошая, 3 - удовлетворительная, 0 - неудовлетворительная) для компонентов трубопроводов при выявлении дефектов типа нарушения сплошности приведена в табл. 2, при определении размеров - в табл. 3 и при определении физико-механических свойств - в табл. 4. Таблицы составлены на основе рекомендаций справочника [1].
Таблица 2
|
Объекты контроля
|
Вид НКиД
|
|||||||
|
Радиационный
|
Акустический
|
Вихретоковый
|
Магнитный
|
Капиллярный
(проникающими
веществами)
|
Тепловой
|
Оптический
|
Радиоволновый
|
|
|
Неферромагнитные материалы
|
|
|
|
|
|
|
|
|
|
Трубы диаметром, мм
|
|
|
|
|
|
|
|
|
|
3...30
|
4
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
30...156
|
5
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
156...1000
|
5
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
|
|
4...10 и более
|
5
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
|
|
3...40
|
5
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
30...100
|
5
|
5
|
5
|
0
|
0
|
0
|
4
|
0
|
|
Литые корпусные детали арматуры
|
5
|
4
|
3
|
0
|
5
|
0
|
4
|
0
|
|
Ферромагнитные материалы
|
|
|
|
|
|
|
|
|
|
Трубы сварные диаметром, мм
|
|
|
|
|
|
|
|
|
|
3...30
|
4
|
5
|
5
|
5
|
4
|
0
|
4
|
0
|
|
30...156
|
5
|
5
|
5
|
5
|
4
|
0
|
4
|
0
|
|
156...1000
|
5
|
5
|
5
|
5
|
4
|
0
|
4
|
0
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
|
|
4...10 и более
|
5
|
5
|
5
|
4
|
4
|
0
|
4
|
0
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
|
|
3...40
|
5
|
5
|
5
|
5
|
0
|
0
|
4
|
0
|
|
30...100
|
5
|
5
|
5
|
5
|
0
|
0
|
5
|
0
|
|
Литые корпусные детали арматуры
|
5
|
4
|
0
|
4
|
4
|
0
|
4
|
0
|
|
Диэлектрики
|
|
|
|
|
|
|
|
|
|
Резина
|
5
|
4
|
0
|
0
|
4
|
0
|
4
|
5
|
|
Керамика, металлокерамика
|
5
|
4
|
0
|
0
|
4
|
3
|
4
|
5
|
|
Стекло
|
3
|
4
|
0
|
0
|
0
|
3
|
5
|
3
|
|
Стеклопластики
|
3
|
4
|
0
|
0
|
5
|
5
|
5
|
5
|
|
Соединения
|
|
|
|
|
|
|
|
|
|
Сварные
|
5
|
5
|
3
|
5
|
4
|
3
|
0
|
0
|
|
Клееные
|
3
|
5
|
0
|
0
|
4
|
4
|
4
|
5
|
|
Резьбовые
|
0
|
0
|
3
|
5
|
4
|
0
|
0
|
0
|
Таблица 3
|
Объекты контроля
|
Вид НКиД
|
||||||
|
Вихретоковый
|
Магнитный
|
Тепловой
|
Оптический
|
Радиоволновый
|
Радиационный
|
Акустический
|
|
|
Неферромагнитные материалы
|
|
|
|
|
|
|
|
|
Трубы диаметром, мм
|
|
|
|
|
|
|
|
|
3...30
|
3
|
0
|
3
|
5
|
4
|
4
|
5
|
|
30...156
|
3
|
0
|
3
|
5
|
4
|
4
|
5
|
|
156...1000
|
4
|
0
|
3
|
5
|
4
|
4
|
5
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
|
4...10 и более
|
3
|
0
|
3
|
5
|
4
|
5
|
5
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
|
3...40
|
3
|
0
|
3
|
5
|
4
|
5
|
5
|
|
30...100
|
3
|
0
|
3
|
5
|
4
|
5
|
5
|
|
Литые корпусные детали арматуры
|
0
|
0
|
3
|
5
|
0
|
4
|
4
|
|
Ферромагнитные материалы
|
|
|
|
|
|
|
|
|
Трубы диаметром, мм
|
|
|
|
|
|
|
|
|
3...30
|
3
|
5
|
3
|
5
|
3
|
3
|
5
|
|
30...156
|
3
|
5
|
3
|
5
|
3
|
3
|
5
|
|
156...1000
|
3
|
4
|
3
|
5
|
3
|
3
|
5
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
|
4...10 и более
|
3
|
3
|
3
|
5
|
4
|
5
|
5
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
|
3...40
|
3
|
3
|
3
|
5
|
4
|
5
|
5
|
|
30...100
|
3
|
3
|
3
|
5
|
4
|
5
|
5
|
|
Литые корпусные детали арматуры
|
0
|
0
|
3
|
5
|
0
|
3
|
4
|
|
Диэлектрики
|
|
|
|
|
|
|
|
|
Резина, полимеры
|
0
|
0
|
4
|
5
|
4
|
3
|
3, 4
|
|
Керамика, металлокерамика
|
0
|
0
|
4
|
5
|
4
|
3
|
4
|
|
Стекло
|
0
|
0
|
3
|
4
|
3
|
3
|
4
|
|
Стеклопластики
|
0
|
0
|
4
|
5
|
5
|
3
|
4
|
|
Покрытия на основе ферромагнитной:
|
|
|
|
|
|
|
|
|
- токопроводящие
|
3
|
5
|
0
|
0
|
0
|
5
|
0
|
|
- нетокопроводящие
|
5
|
5
|
0
|
0
|
4
|
5
|
0
|
|
Покрытия на основе неферромагнитной:
|
|
|
|
|
|
|
|
|
- токопроводящие
|
4
|
0
|
0
|
0
|
0
|
5
|
0
|
|
- нетокопроводящие
|
5
|
0
|
0
|
0
|
4
|
5
|
0
|
|
- токопроводящие на немагнитной
нетокопроводящей основе
|
5
|
0
|
0
|
0
|
0
|
5
|
0
|
|
Многослойные конструкции из пластика
и стеклопластика
|
0
|
0
|
4
|
0
|
4
|
3
|
3, 4
|
Таблица 4
|
Объекты контроля
|
Вид НКиД
|
|||||
|
Вихретоковый
|
Магнитный
|
Тепловой
|
Оптический
|
Радиоволновый
|
Акустический
|
|
|
Неферромагнитные материалы
|
|
|
|
|
|
|
|
Трубы диаметром, мм
|
|
|
|
|
|
|
|
3...30
|
4
|
0
|
0
|
0
|
0
|
4
|
|
30...156
|
4
|
0
|
0
|
0
|
0
|
5
|
|
156...1000
|
4
|
0
|
0
|
0
|
0
|
5
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
4...10 и более
|
0
|
0
|
0
|
0
|
3
|
5
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
3...40
|
5
|
0
|
3
|
0
|
3
|
4
|
|
30...100
|
4
|
0
|
3
|
0
|
3
|
4
|
|
Литые корпусные детали арматуры
|
3
|
0
|
0
|
0
|
3
|
4
|
|
Ферромагнитные материалы
|
|
|
|
|
|
|
|
Трубы диаметром, мм
|
|
|
|
|
|
|
|
3...30
|
3
|
4
|
3
|
0
|
3
|
4
|
|
30...156
|
3
|
4
|
3
|
0
|
3
|
5
|
|
156...1000
|
3
|
4
|
3
|
0
|
3
|
5
|
|
Фланцы толщиной, мм
|
|
|
|
|
|
|
|
4...10 и более
|
3
|
4
|
3
|
0
|
3
|
5
|
|
Крепеж диаметром, мм
|
|
|
|
|
|
|
|
3...40
|
3
|
5
|
3
|
0
|
3
|
4
|
|
30...100
|
3
|
5
|
3
|
0
|
3
|
4
|
|
Литые корпусные детали арматуры
|
0
|
0
|
3
|
5
|
0
|
4
|
|
Диэлектрики
|
|
|
|
|
|
|
|
Резина, полимеры
|
0
|
0
|
3
|
0
|
5
|
0
|
|
Керамика, металлокерамика
|
0
|
0
|
4
|
0
|
5
|
4
|
|
Стекло
|
0
|
0
|
3
|
5
|
3
|
4
|
|
Стеклопластики
|
0
|
0
|
5
|
5
|
4
|
4
|
|
Соединения
|
|
|
|
|
|
|
|
Сварные
|
3
|
3
|
3
|
0
|
0
|
3
|
|
Клееные
|
0
|
0
|
3
|
0
|
3
|
3
|
|
Покрытия на основе ферромагнитной:
|
|
|
|
|
|
|
|
- токопроводящие
|
3
|
0
|
3
|
0
|
0
|
0
|
|
- нетокопроводящие
|
0
|
0
|
3
|
0
|
5
|
0
|
|
Покрытия на основе неферромагнитной:
|
|
|
|
|
|
|
|
- токопроводящие
|
3
|
0
|
3
|
0
|
0
|
0
|
|
- нетокопроводящие
|
0
|
0
|
3
|
0
|
5
|
0
|
|
- токопроводящие на немагнитной
нетокопроводящей основе
|
3
|
0
|
4
|
0
|
0
|
0
|
|
Многослойные конструкции из пластика
и стеклопластика
|
0
|
0
|
3
|
0
|
4
|
4
|
Средства технической диагностики трубопроводов и их компонентов. Для технической диагностики трубопроводов используют акустические, магнитные, электрические и другие методы и средства неразрушающего контроля (табл. 5) [2].
По трубопроводам периодически пропускают очистные устройства (скребки) для удаления парафинистых и других отложений, а также приборы внутритрубной диагностики и контроля. В этой связи необходимы средства периодического и постоянного контроля герметичности трубопроводов, а также приборы контроля за перемещением очистных устройств и устройств внутритрубной диагностики. Такие приборы и системы способны обнаруживать все утечки, имеющие место на трубопроводах, и следить за пропуском очистных устройств и приборов внутритрубной диагностики.
Таблица 5
|
Наименование метода
|
Принцип работы
|
Выявляемые дефекты
|
Особые условия, требования для
проведения работ
|
Достоверность получаемых результатов
|
|
Выявление дефектов основного металла и сварных соединений трубопрода
|
||||
|
Метод акустической эмиссии
|
Регистрация дефектов металла по акустическому импульсу, возникающему в металле при изменении давления
|
Активные трещиноподобные дефекты, локальные коррозионные язвы с микротрещинами
|
Вскрытие трубопровода до верхней образующей с шагом 40...60 м. Перед проведением замеров необходимо изменение давления в трубопроводе минимум на 30%
|
30...50 %
|
|
Внутритрубная акустическая и магнитная дефектоскопия
|
Регистрация механических и коррозионных дефектов акустическими или магнитными датчиками при перемещении внутритрубного диагностического устройства
|
Локальные коррозионные и механические дефекты с указанием местоположения и размеров
|
Оборудованность камерами пуска-приема, подготовка полости тубопровода, устранение дефектов геометрии трубы (более 10%), равнопроходное сечение на всем участке диагностирования
|
55...60 %
|
|
Прогноз коррозионной ситуации (по косвенным данным: состоянию изоляционного покрытия и оценке противокоррозионной защищенности за счет работы электро-химической защиты (ЭХЗ)
|
||||
|
Метод интенсивной электрометрии
|
Регистрация электрических токов в трубопроводе, потенциалов «труба-земля», удельного электросопротивления грунта
|
Изменение диэлектрических свойств и сквозные дефекты изоляционного покрытия
|
Наличие действующей системы ЭХЗ
|
до 35 %
|
Прибор периодического контроля герметичности трубопроводов - аккустическо-эмиссионный специализированный течеискатель АЭТ-1МСС. Прибор предназначен для определения местоположения сквозных. дефектов (трещин, свищей) на речных и болотных трубопроводах при гидравлических испытаниях на герметичность в процессе их сооружения и эксплуатации. Прибор позволяет бесконтактно с внешней стороны трубы при наличии антикоррозийной изоляции, футеровки и слоя грунтовой засыпки определять местоположение сквозного дефекта на подводной части трубопровода и контактно в приурезной части трубопровода.
Прибор может использоваться также для обнаружения мест частичных закупорок трубопроводов при образовании ледяных пробок; при остановках очистных устройств и поиске утечек в запорной арматуре.
Течеискатель АЭТ-1МСС состоит из двух блоков: акустического зонда и пульта с органами управления и коммутации, соединенных между собой кабелем длиной 5 м. Питание прибора осуществляется от батарейного блока, смонтированного в одной упаковке с блоком обработки.
Принцип действия прибора основан на регистрации акустического шума, возникающего при истечении жидкости через сквозной дефект при наличии в трубе избыточного давления. Пороговая чувствительность — 8...25 л/ч. Прибор обеспечивает обнаружение утечек из трубопроводов, находящихся в воде на глубине до 30 м. Время обследования дюкера длиной 1 км со льда составляет 1-2 часа. Габаритные размеры: пульта с источником питания - 343х225х70 мм, акустического зонда - 295х30х30 мм. Масса пульта с источником питания 4 кг, акустического зонда 0,7 кг.
Система A-Line 32D акустической эмиссии позволяет проводить обследование и контролировать техническое состояние трубопроводов, выявляет и диагностирует зарождение трещин, дефекты коррозионного характера, течи, зоны повышенной напряженности и т. д.
Аппаратная часть системы диагностического мониторинга выполняется на базе комплекса A-Line 32D (DDM) «Лель», обладающего возможностью передавать информацию с первичных преобразователей по кабелям или по радиоканалу. Комплекс содержит блоки акустико-эмиссионного контроля для обнаружения трещин и трещиноподобных дефектов, развивающихся в процессе эксплуатации объекта, тензометрические блоки для измерения напряжений и деформаций, блоки вибродиагностики и блоки измерения скорости коррозии и технологических параметров транспортируемой (хранимой) среды. Программное обеспечение систем серии A-Line 32D обеспечивает простоту, легкость настройки и управления системой, наряду с широкими возможностями по изменению режимов работы и характеристик комплекса, в том числе: производит разнообразную локацию дефектов и классифицирует их по степени опасности, предоставляет широкие возможности по фильтрации данных и их представлению.
Комплекс технических средств НТЦ «Транскор-К»: трассоискатель, магнитометр, экспертная система «Эколог», одометр, акустическая система для выявления участков снижения пропускной способности трубопровода.
Комплексное обследование начинается с выявления оси подземного трубопровода, для чего применяется портативный трассоискатель «Поиск-А/04» со встроенным генератором.
Прибор позволяет выявлять местонахождение и глубину залегания трубопроводов из ферромагнитных материалов. Конструктивные особенности трассоискателя позволяют находить объект обследования в многониточном коридоре трубопроводов, в том числе в условиях отсутствия катодной защиты, при этом непосредственный контакт генератора с объектом не требуется.
Диагностическое обследование для бесконтактного выявления местонахождения дефектов металла и участков нарушения защитных свойств изоляционного покрытия трубопровода выполняют магнитометром бесконтактным сканирующим СКИФ серии МБХ-ОХ - автоматическим устройством обнаружения магнитных и токовых аномалий с регистрацией в памяти и последующей программной обработкой и расшифровкой полученной информации. Прибор позволяет выявлять с поверхности земли участки трубопровода с дефектами металла и нарушениями защитных свойств изоляционного покрытия, визуализировать изображение на дисплее, а также сохранять в памяти и автоматически генерировать отчет о 100% контроле трубопровода с шагом сканирования 0,25 м. Далее по результатам анализа параметров магнитного поля определяется интегральный показатель степени опасности выявленных дефектов металла по уровню концентрации механических напряжений в области дефекта. При высоком уровне локальных механических напряжений (80 % и выше от предела текучести) в несколько раз возрастает скорость локальной коррозии и опасность развития лавинных процессов разрушения трубопровода. Такой подход к оценке технического состояния трубопровода позволяет более точно определить безопасный режим эксплуатации.
Повышение точности прогноза коррозионной ситуации достигается за счет количественной оценки опасности локальной и биокоррозии, коррозионного растрескивания под напряжением при помощи компьютеризованной экспертной системы «Эколог».
В ходе технического обслуживания нередки затруднения эксплуатации, вызванные нарушением полнопроходного сечения трубопроводов (внутренние коррозионные, парафиновые отложения; гидратные пробки, застрявшие очистные устройства и т. п. ). Для решения перечисленных проблем разработана автоматическая поисковая система «Эхо», позволяющая выявить данные участки трубопроводов без необходимости их предварительного вскрытия.
Основные типы используемых промышленных эндоскопических систем:
- жесткие эндоскопы (бороскопы), в том числе составные (секционные);
- гибкие оптоволоконные эндоскопы;
- видеоэндоскопы.
В отдельную группу можно выделить самодвижущиеся роботизированные системы для диагностики протяженных объектов большого диаметра до 1,5 м (например, трубопроводов длиной до 500 м), проталкиваемые камеры для труб диаметром до 50 мм и длиной до 100 м, телескопические системы для осмотра колодцев, шахт, вертикальных резервуаров. Особое значение придается приборам, способным выполнять высокоточные измерения линейных размеров и глубин в зоне контроля. Приборы с возможностью измерения позволяют не только обнаружить дефект, но определить скорость его развития и степень опасности.
Главной отличительной особенностью телеуправляемого диагностического комплекса (ТДК) является возможность контроля как горизонтальных участков трубопроводов Dy равным 700; 1000; 1200 и 1400 мм, так и вертикальных Dy 700 и 1000 мм.
Внутритрубная диагностика, предлагаемая, включает:
- разработку программы проведения внутритрубной диагностики;
- визуально-измерительный контроль внутренних поверхностей трубопроводных обвязок (ТПО);
- ультразвуковую толщинометрию элементов ТПО;
- обнаружение посторонних предметов в трубопроводной обвязке;
- оценку опасности обнаруженных дефектов и выдачу рекомендаций о возможности дальнейшей эксплуатации ТПО.
В состав ТДК входит следующее оборудование:
- взрывозащищенное средство доставки;
- блок телевизионно-оптического контроля;
- блок осветителя;
- лазерно-голографическая установка;
- модуль измерения толщины ультразвуковым методом;
- компьютер управляющий и архивирующий;
- барабан кабельный с соединительным кабелем;
- устройство аварийного извлечения;
- приспособление для загрузки через обратный клапан;
- приспособление для загрузки через люк-лаз.
Оборудование ТДК может быть размещено в передвижной лаборатории на базе автомобиля «Газель».
При прохождении ТДК внутри трубопровода фиксируются:
- поверхностные дефект типа нарушений сплошности металла трубы и стыков труб (трещины, расслоения, волосовины, закаты, рванины, непровары и пр.) с измерением их геометрических размеров телевизионным визуальным и измерительным методами;
- геометрические параметры (разнотолщинность, утонение) элементов ТПО - методом ультразвуковой толщинометрии.
Длины рабочих частей эндоскопов Olympus достигают 40 метров, что делает возможным осмотр длинных трубопроводов - например, паропроводов острого пара, трубопроводной обвязки автономных энергетических установок. Наконечник рабочей части большинства эндоскопов Olympus (дистальная часть) имеет дистанционное управление по всем направлениям и позволяет изменять траекторию движения прибора внутри объекта, а также дистанционно перенацеливать объектив. Дистанционное маневрирование позволяет проводить внутренний осмотр разветвленных трубопроводов - эндоскопы Olympus выдерживают до 5 изгибов под прямым углом при введении по сложной траектории, не теряя при этом продольной устойчивости.
Интеллектуальная вставка для магистральных газопроводов предлагается АО «Оргэнергогаз». Назначение: обеспечивает постоянный и периодический контроль механических напряжений, возникающих в стенках трубы и оценку запаса прочности трубопровода при различных режимах эксплуатации, а также при воздействии на трубопровод неблагоприятных геотехнических факторов, например, при нарушении условий залегания трубопровода на оползневых участках, на участках активных карстовых процессов суффозного и термического происхождения, на береговых участках, на подрабатываемых территориях и т. п. Кроме того, обеспечивает контроль уровня потенциала катодной защиты в месте расположения вставки, значения транзитного тока катодной защиты и температуры стенки трубопровода. Представляет собой патрубок, оборудованный датчиками и блоком вторичных преобразователей, изготавливается из трубы с теми же техническими характеристиками, что и сам трубопровод. Датчики обеспечивают измерение соответствующих параметров, а электронная аппаратура блока вторичных преобразователей, расположенная в термоконтейнере, предварительно обрабатывает и передает измеренные параметры в систему телемеханики газопровода. Термоконтейнер размещается подземно на глубине, достаточной для защиты от случайных внешних воздействий (ориентировочно 30...50 см от поверхности земли). Выходной разъем от блока вторичных преобразователей выведен на КИП. Передача информации от интеллектуальной вставки может осуществляться непосредственно в существующую систему телемеханики газопровода.
Комплекс «Пеленг 1» (табл. 6) предназначен для определения мест сквозных повреждений наружного изоляционного покрытия трубопровода, а также трассы трубопровода без вскрытия грунта, как в процессе эксплуатации трубопровода, так и на участках, законченных строительством. В состав комплекса входят: генератор, приемник, блок питания.
Таблица 6
|
Технические характеристики
|
Значения
|
|
Длина обследуемого участка трубопровода, км
|
не менее 1,5
|
|
Точность определения положения оси трубопровода относительно его диаметра, %
|
±20
|
|
Наименьшая площадь обнаруживаемого повреждения изоляции, мм2
|
10
|
|
Переходное сопротивление труба-земля, Ом/м2
|
не менее 200
|
|
Удельное сопротивление грунта, Ом
|
не более 100
|
|
Выходная мощность генератора в режиме непрерывной генерации, Вт
|
не менее 50
|
|
Виды индикации
|
акустическая, визуальная
|
|
Температура окружающей среды, °С
|
от -10 до +40
|
|
Относительная влажность воздуха (при 25 °С), %
|
не более 80
|
Лаборатория ЛКК-1 предназначена для контроля качества сварных соединений и изоляционных покрытий при ремонтно-восстановительных и строительных работах на магистральных газопроводах, промысловых коллекторах и других объектах газовой промышленности.
С помощью аппаратуры и оборудования лаборатории, транспортируемых к месту контроля в полевых (трассовых) условиях, осуществляется:
- контроль сплошности сварных соединений методами: радиографическим (гамма и рентгеновского излучения), для чего используется рентгеновский аппарат «Арина», магнитографическим;
- гамма-дефектоскоп «Гаммарид-192/120» и магнитографическое устройство МУН-ЗГ;
- контроль наличия расслоений металла в околошовной зоне дефектоскопом УД2-12 ультразвуковым эхо-методом;
- контроль сплошности нанесения изоляционных покрытий трубопроводов дефектоскопом «Крона-1Р» электроискровым методом;
- контроль толщины нанесенных изоляционных покрытий толщиномером магнитным МТ-41НЦ;
- контроль толщины основного металла стенки трубы толщиномером УТ-9311 ультразвуковым эхо-методом;
- контроль геометрии сварного шва и поверхности трубы инструментальным методом (универсальный шаблон сварщика УШС-3);
- контроль температуры поверхности трубы термоэлектрическим методом (термометр поверхностный ТП-1). Диаметр контролируемых свариваемых труб от 168 до 1420 мм. База лаборатории — автомобиль «ЗИЛ-131», «Урал-4320» или «Урал-375а» с кузовом КУНГ-1М.
Электропитание аппаратуры и оборудования лаборатории обеспечивается от автономных источников тока, входящих в состав лаборатории, сети напряжением 220 В, частотой 50 Гц и аккумуляторов автомобильных.
ЛИТЕРАТУРА:
1. Неразрушающий контроль и диагностика: Справочник / Под ред. Клюева В.В. М.: Машиностроение, 2005. 656 с.
2. Технология диагностирования трубопроводов бесконтактным магнитометрическим методом / Камаева С. и др. Территория НЕФТЕГАЗ, 2003. № 12. С. 12-13