


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, академик РАПК.
Наплавочная операция (рис.1) производится на специализированном наплавочном станке типа «ГАКС-Н»
На этой операции производится наплавка уплотнения специальными наплавочными материалами под слоем флюса корпусов стальных задвижек DN 50 ...1000 мм. Наплавка выполняется в два основных перехода. После выполнения первого перехода, который осуществляется с использованием технологической базы - привалочной поверхности магистрального фланца, выполняется вспомогательный переход по изменению технологической базы. При проведении второго основного перехода технологической базой будет являться привалочная поверхность второго магистрального фланца. В процессе наплавки используется клиновое приспособление. Наплавляемая деталь при проведении операции неподвижна. Во вращательном движении находится мундштук, через который подается наплавочная проволока.
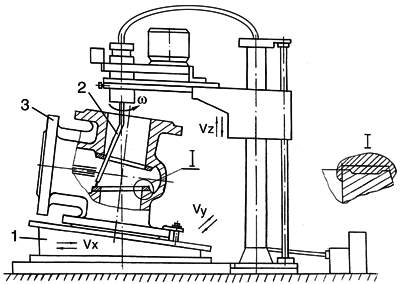
Рис.1. Схема технологической наладки для наплавки корпусов с применением специализированного наплавочного станка типа «ГАКС-Н»: клиновое установочное приспособление; 2- вращающийся мундштук для подвода наплавочной проволоки; 3- обрабатываемый корпус.
При выполнении операции подлежат обеспечению: скорость наплавки (Vнап), скорость вращения мундштука (Wмд), заданная сила тока (I), скорость подачи проволоки (Vпр).
Контролируемые параметры детали: химический состав материала наплавки, твердость материала наплавки (НВ).
Функциональная значимость операции. Она определяется точностью химического состава и твердости материала наплавки по периферической зоне уплотнения. При высокой точности этих параметров материала создаются благоприятные эксплуатационные условия (износостойкость, коррозионная стойкость) и благоприятные предпосылки формирования на последующих операциях совокупности функциональных метрических параметров уплотнения (∆2, ∆3, ∆4).
Наплавочная операция (рис.2) производится на специализированном наплавочном станке типа «ГАКС-Н»
На этой операции производится наплавка специальным наплавочным материалом под слоем флюса уплотнений клиньев стальных задвижек DN (Ду) 50...1000 мм. Наплавка выполняется в два основных перехода. Технологические базы - функциональные поверхности клина, меняющиеся при выполнении второго основного перехода. Наплавляемая деталь при выполнении основных переходов неподвижна. Вращается мундштук станка, через который подается наплавочная проволока.
При выполнении операции подлежат обеспечению: скорость наплавки (Vнап), скорость вращения мундштука (Vмд), заданная сила тока (I), скорость подачи проволоки (Vпр).
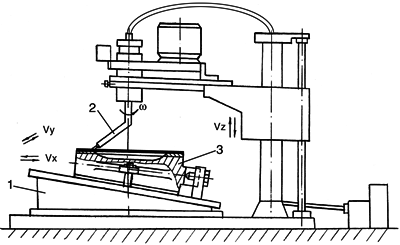
Рис.2. Схема технологической наладки для наплавки клиньев с применением специализированного наплавочного станка типа «ГАКС-Н»: 1 - клиновое центрируемое установочное приспособление; 2 - вращающийся мундштук для подачи наплавочной проволоки; 3 - наплавляемый клин.
Контролируемые параметры детали: химический состав материала наплавки, твердость материала наплавки (НВ).
Функциональная значимость операции. Точность параметров материала наплавки по периферической зоне уплотнения, создающая благоприятные условия эксплуатации (износостойкость, коррозионная стойкость) и благоприятные предпосылки формирования совокупности функциональных метрических параметров (∆2, ∆3, ∆4) на последующих операциях.
Специализированные наплавочные станки включают в себя источник питания, вращатель наплавляемых деталей, колонну, автомат сварочный, шкаф и пульт управления, кассеты для сварочных проволок и приспособления для наплавки.
Специалистами НПО «ГАКС-АРМСЕРВИС» разработаны наплавочные станки предназначенные для высокопроизводительной автоматической прецизионной наплавки под слоем флюса и (или) в среде защитных газов уплотнительных поверхностей трубопроводной арматуры износостойкими материалами.
В НПО «ГАКС-АРМСЕРВИС» введен Стандарт организации ГАКС СТО 11999797 ТИ 005-2007. Арматура трубопроводная. ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ по наплавке уплотнительных поверхностей задвижек DN 50...500 мм, вентилей DN 40...200 мм.
Стандарт устанавливает рекомендации для технологов, мастеров и других должностных лиц, связанных с ремонтом промышленной арматуры с применением специализированных наплавочных станков.