


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, член-корр. РАПК
Средний ремонт арматуры (РМ-2).
Осуществляется с целью приведения изделия из неисправного в исправное или работоспособное состояние и восстановления ресурса отдельных узлов за счет замены и восстановления изношенных поверхностей, деталей и узлов с затратами материальных, финансовых и трудовых ресурсов, составляющих 20...27% стоимости вновь изготовленной арматуры на специализированном арматурном предприятии и с использованием специфических для него технологических операций или их совокупностей. Как правило, процесс среднего ремонта осуществляется в стационарных условиях на демонтированной с трубопровода арматуре. При высоком уровне оснащения ремонтных служб мобильным переносным оборудованием средний ремонт может осуществляться в полевых условиях без демонтажа арматуры с трубопровода.
Выполнение среднего ремонта предполагает следующую совокупность действий.
1) Полная или неполная разборка изделия.
2) Полная или неполная промывка и очистка деталей и узлов.
3) Дефектация быстроизнашивающихся, крепежных и корпусных деталей и узлов.
4) Дефектация неподвижных и подвижных уплотнительных поверхностей фланцевых, сальниковых соединений и уплотнений затворов.
5) Замена сальниковой набивки, откидных болтов, шпилек сальника, ходовых гаек, гаек шпинделя, крепежных деталей, признанных отбракованными, мягких прокладок и т.д.
6) Восстановление уплотнительных поверхностей с использованием не только слесарного инструмента, шлифовки и притирки, но также лезвийной обработки или на специализированном металлорежущем оборудовании, или с применением специализированной оснастки.
7) Инструментальный контроль неполного числа метрических параметров уплотнений перед сборкой.
8) Проведение, как правило, неполного объема кинематических и пневмо-гидравлических испытаний фланцевых и прокладочных соединений, сальников, сильфонов, затворов.
Типовая схема технологического маршрута среднего ремонта, представленная на рис.2, построена на тех же условиях восстановления наиболее функционально значимых базовых деталей арматуры, что и схема текущего (мелкого) ремонта.
Основными технологическими отличиями среднего ремонта от других видов ремонта являются:
1) обязательное использование для восстановления уплотнительных поверхностей затвора операций лезвийной обработки с использованием стационарного специализированного оборудования и оснастки или специализированного мобильного металлорежущего оборудования (операция 02, рис.2);
2) инструментальный контроль не только шероховатости и волнистости уплотнительных поверхностей затвора , но также угловых размеров и погрешностей взаимного положения уплотнений (операции 03, 05, рис. 2);
3) проведение, как правило, неполного объема как кинематических, так и пневмо-гидравлических испытаний (операция 07, рис.2).
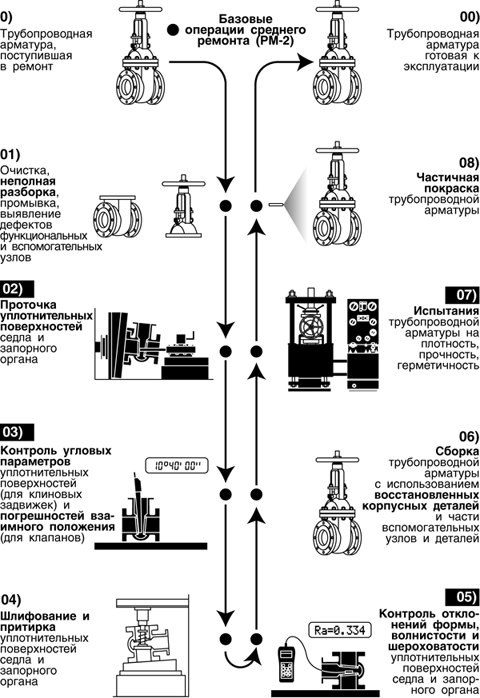
Рис.2. Типовая схема технологического маршрута среднего ремонта