


С.В.Сейнов - президент-научный руководитель НПО «ГАКС-АРМСЕРВИС», д.т.н., профессор, академик РАПК.
При изготовлении трубопроводной арматуры свойства деталей и узлов, образующих изделие, определены требованиями конструкторской документации и нормативных положений на изготовление. При ремонте для восстанавливаемых деталей также должны быть определены и указаны свойства, которые должны обеспечивать послеремонтную ресурсную (циклическую) наработку как у нового изделия, если нет документа, регламентирующего другую норму этого ресурса. Эти свойства должны содержаться в ремонтной документации, отражать и регламентировать размерно-геометрические параметры деталей и поверхностей, а также прочностные и структурные характеристики материалов. К функциональным параметрам уплотнений, формирующих размерно-геометрические параметры межуплотнительного пространства относятся: шероховатость (∆4), волнистость (∆3), отклонения формы (∆2), и взаимного положения (∆1) поверхностей, осей и центров, точность линейных и угловых размеров (∆0). К важнейшим характеристикам свойств материалов относятся: структура, химический состав, твердость, прочность, коррозионная и износная стойкость и т.д.
К сожалению, в настоящее время в большинстве случаев отсутствует ремонтная документация, что является следствием плановой системы экономических отношений производителей и потребителей трубопроводной арматуры. Такое положение изменяется чрезвычайно медленно. В этих условиях требования к ремонтируемым деталям и изделиям должны назначаться, используя конструкторскую и нормативную документацию на изготовление.
Задача технолога в этом случае будет состоять в разработке структуры процесса восстановления, а затем уже и технологического процесса, который должен обеспечивать все ограничения по свойствам деталей при наименьшем расходе материальных, трудовых и энергетических затрат, а также безусловного достижения нормативных значений показателей качества.
Последовательное прохождение объекта ремонта по структурным элементам процесса восстановительного ремонта (рис. 1) обеспечивает достижение планируемого результата, выраженного в восстановлении потребительских свойств трубопроводной арматуры как элемента, входящего в состав более крупной эксплуатационной системы.
В результате изучения первичной информации по условиям и видам эксплуатационных нагрузок, их интенсивности, последовательности и полноты операций технического обслуживания формируются начальные предположения о состоянии свойств трубопроводной арматуры, ее показателей качества, динамики их изменения, остаточном ресурсе и припусках ремонтных заготовок. На этой основе производится прогноз объема ремонтных работ, длительности цикла ремонта, необходимые технологические и финансовые ресурсы.
Уточнение задачи по выявлению потенциальных узлов и деталей, подлежащих восстановлению, осуществляется по результатам деятельности на начальном этапе структуры процесса восстановления, после разборки и очистки объекта ремонта от загрязнений.
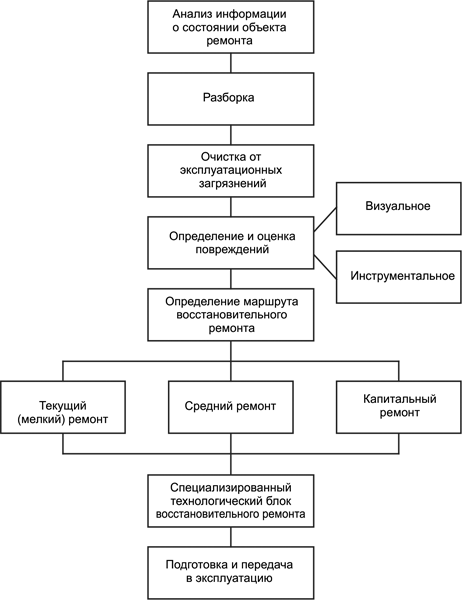
Рис. 1. Структура процесса восстановительного ремонта трубопроводной арматуры.
Совокупность технологических операций, воздействующих на исходную заготовку с целью формирования послеремонтных свойств, образует технологический процесс восстановления. В зависимости от определенного, а затем и принятого для выполнения маршрута восстановления технологический блок операций может быть разным по своему составу. Эти различия связаны не только с внешней функциональной характеристикой маршрута, но и с технологическими особенностями внешних условий ведения процессов, самих используемых процессов и конструктивными особенностями оборудования. Для трубопроводной арматуры внутри каждого функционального вида ремонта свойственно своеобразие сочетаний операций восстановления.
На рис. 2 представлена структура технологического блока типового состава операций для текущего ремонта. Из нее следует, что признаками, определяющими технологический маршрут, явились условия проведения восстановительного ремонта с одной стороны и специфические технологические процессы восстановления свойств деталей с другой. Последние породили условия, которые привели к созданию специализированного технологического оборудования высокой мобильности, позволяющее восстанавливать свойства деталей или поверхностей без демонтажа объекта ремонта.
По принятым технологическим принципам систематизации видов ремонта текущий ремонт трубопроводной арматуры проводится над базовыми деталями узла затвора.У них восстановлению подлежат, как правило, только уплотнительные поверхности. Для этого в ремонтной заготовке используется «запас припуска», который либо предусмотрен в конструкторской документации, либо является следствием базового технологического процесса, реализованного еще при изготовлении. Такая возможность появляется еще и потому, что восстановление свойств при текущем ремонте осуществляется при незначительном объеме съема материала.
Необходимая износная и коррозионная стойкость восстанавливаемых поверхностей уплотнений достигается за счет сохранения полученной при первоначальном изготовлении структуры химического состава, прочностных и прочих характеристик материала. Припуски, которые используются для абразивных методов восстановления уплотнений, обеспечивают сохранность свойств материалов, в том числе и в поверхностных слоях.
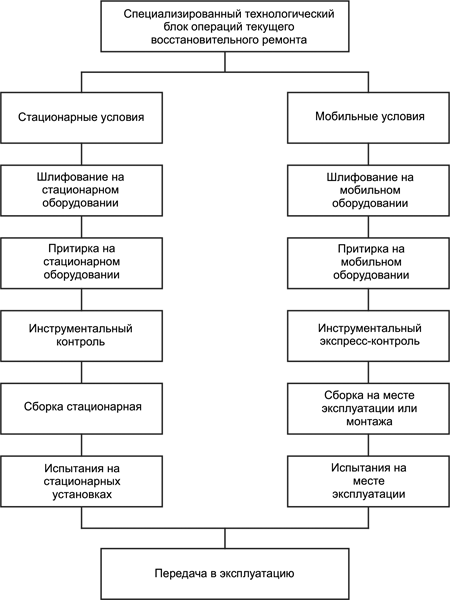
Рис. 2. Структура технологического блока текущего ремонта трубопроводной арматуры.
Последовательность выполнения технологических операций в процессе восстановления деталей и поверхностей подчинена, в первую очередь, к сохранению, а затем к формированию, накоплению и даже усилению требуемых свойств деталей под влиянием вложенных энергетических затрат. Перед нежелательными, вредными свойствами ставятся технологические барьеры, препятствующие их формированию или усилению.
Все операции процесса восстановления необходимо рассматривать не изолировано друг от друга, а во взаимосвязи, так как формирование послеремонтных свойств деталей осуществляется на каждой операции всего процесса.
Основной параметр, который должен быть обеспечен при текущем ремонте - шероховатость (∆4). Наиболее часто используются следующие параметры, характеризующие свойство шероховатости уплотнений Ra, Rz, Rmax. Контроль за их состоянием может быть только инструментальным. Его основная задача заключается в установлении соответствия поверхности восстановленной детали требованиям технической документации. Выполнение контрольных мероприятий обеспечивает:
- гарантию прохождения изделием пневмо-гидравлических испытаний с минимальными затратами;
- высокую достоверность прогнозных оценок ресурса уплотнения.
Завершающей частью технологического блока является сборка трубопроводной арматуры и ее пневмо-гидравлические испытания, которые, моделируя эксплуатационные ситуации, экспериментально подтверждают достижение предписанных свойств изделия.
Таким образом, последовательное прохождение объекта ремонта по рассмотренным структурным элементам процесса текущего ремонта обеспечивает достижение желаемого результата, выраженного восстановленными потребительскими свойствами трубопроводной арматуры как объекта, являющегося элементом крупной эксплуатационной системы, с минимальными затратами.